Еще занимательного матстата на ночь.
Рассверлил сопло эжектора сверлом 3.2 мм, хотел 3.0, но под рукой было только 3.2


Выход раздрочил до 6 мм:

В стоке сопло 2 мм, выход 5 мм. Увлечение диаметра с 2.0 до 3.2 мм увеличивает сечение отверстия в 2.56 раза.
После этих доработок перелив из второй половины бака работает:
Поправил параметры форсунок.

В субару-прошивке оказывается есть параметр типа "latency adder" и равен от 0.6 мс. Соответственно после интерполяции латенси к полученным значениям надо добавить 0.6.
В итоге получилось вот так.
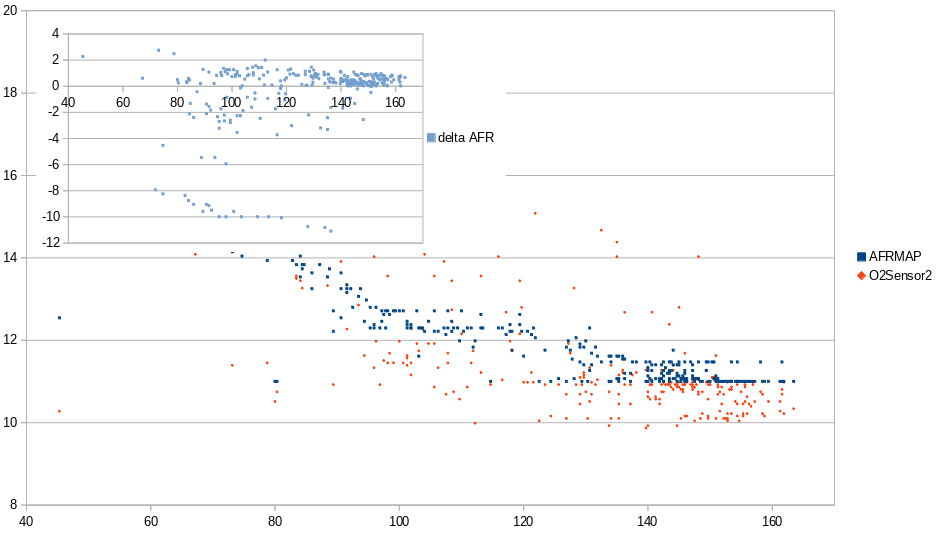
Видно, что отклонение фактической смести укладывается в единицу, и даже меньше.
В табличном виде для больших лоадов это выглядит так.
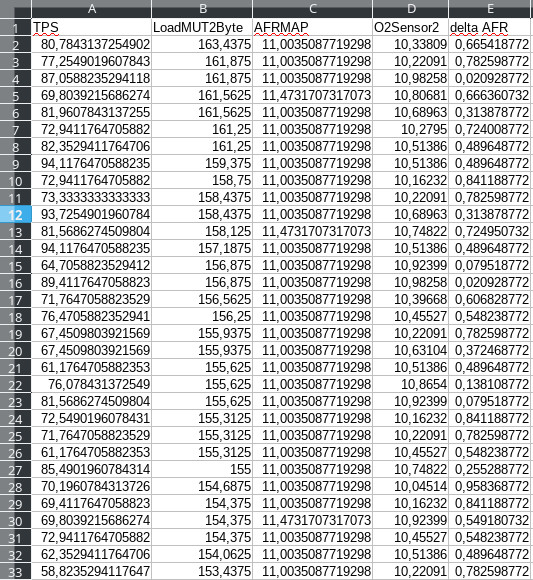
Действительно, ошибка меньше единицы.
Добавлено через 3 минуты
Полагаю, что на этом можно остановиться.